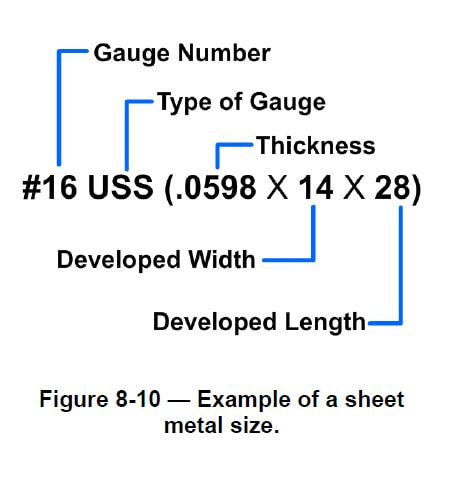
Aircraft Sheet Metal Numbering System
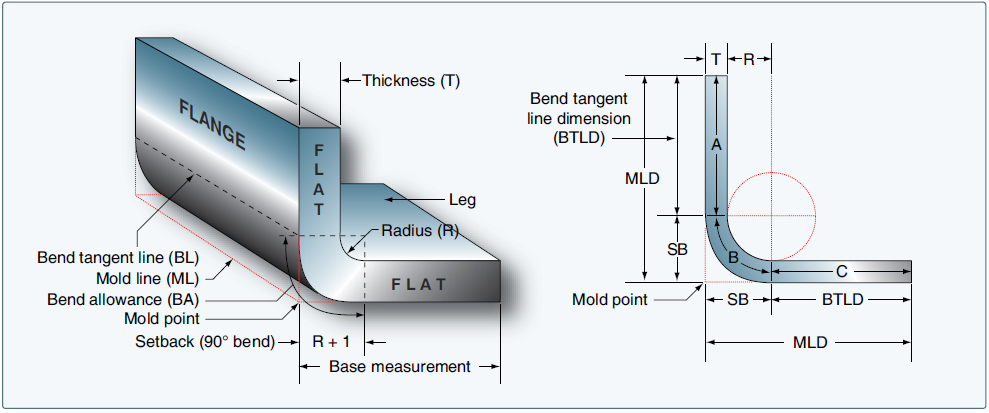
Aircraft Sheet Metal Layout And Forming Aircraft Systems

Aircraft Rivet Identification Steel Bolts Aircraft Rivet

032 2024t3 Alclad Airstream Aluminum 2024 Is The Same Material Used To Build 747 S 2024 Alloy Is The Or Aluminum Sheet Metal Airstream Restoration Aluminum
Developments And Intersection Drawings Computer Aided Drafting Design
Http Www Faa Gov Documentlibrary Media Advisory Circular Ac 20 106 Pdf

Image Result For Shear Strength Ultimate In Shearing Sheet Metal Equation Shear Strength Sheet Metal Industrial Welding

The tools required for this type aircraft are minimal.
Aircraft sheet metal numbering system.

Metal Density Chart Showing Density And Correlating Specific Gravity Metal Density Stem Lesson Plans

Aerospace Rivets Monroe Aerospace

Sheetmetalcone Png 734 576 Sheet Metal Fabrication Sheet Metal Work Sheet Metal

Pin On Dct Welding Table

The Diy Sheet Metal Self Loading Pistol Practical Scrap Metal Small Arms Pdf Sheet Metal Drill Scrap Metal Sheet Metal Metal Grinding

Aluminum Sheet Metal Toolbox Aircraft Rivets Cross Drilled Handle Bead Rolled Panels A Fun Sheet Metal Fabrication Sheet Metal Crafts Aluminum Sheet Metal

When You Want To Seek A Job In Aircraft Industry You Need To Have Some Years Of Experience In This In 2020 Resume Writing Examples Resume Resume Cover Letter Template

Go Through The Bearing Caps Manufactured By Top Manufacturers At Asap Sourcing Solutions Check Out The Other Bearing Parts And Reques Bear Fasteners Hardware

If You Need To Propose A Job And Work In A Group You Need To Write Assembly Line Worker Resume With This Resum Resume Skills Resume Examples Education Resume

Pin On Pipeline

Tom S Techniques Reference Reference Reference Chart Techniques

Aviation Tool Kits Aviation Trolley Cases Metal Step Cases

Heavy Equipment Mechanic Resume Luxury Mechanical Technician Resume Sample Airexpresscarrier In 2020 Heavy Equipment Mechanic Heavy Equipment Resume

Cafeteria Worker Resume Example 2019 Cafeteria Worker Resume Template 2020 Cafeteria Worker Resume Cafeteria Wo Resume Examples Resume Skills Resume Template

Pilot Code Metal Sign Hobby Lobby 1316355 In 2020 Airplane Decor Airplane Wall Decor Mirror Wall Decor
Aircraft Maintenance Repair Eighth Edition

600a Articulating Boom Lift Aircraft Maintenance Electric Scissors Platform Ladder

Crashworthiness Analysis Of Aircraft Fuselage With Sine Wave Beam Structure Sciencedirect In 2020 Sine Wave Finite Element Waves
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Aviation Maintenance Technician Resume Samples Velvet Jobs

Pin On The True Backyard Garage

Mechanism Of Aircraft Hydraulic System Hydraulic Systems Hydraulic Auxiliary Power Unit

Sheet Metal Drawing Sheet Sheet Metal Sheet Metal Drawing Drawing Sheet

Programs Of Study At Community College In Al Snead State
Source : pinterest.com
